

The use of plastic or polymers instead of metal has been increasing steady over the past decade. With the inventions of new plastics every year, this rate will further increase. Plastics are lightweight, quick to manufacture, cost effective compared to metals. The strength of plastic has been a limitation but with new high performance materials and design, this limitation can be overcome. In this article, we will be sharing different types of plastic manufacturing process and will help you decide which one to choose based on your specific application.
Common term used in Manufacturing
Let's start by defining the common terms used in plastic manufacturing.
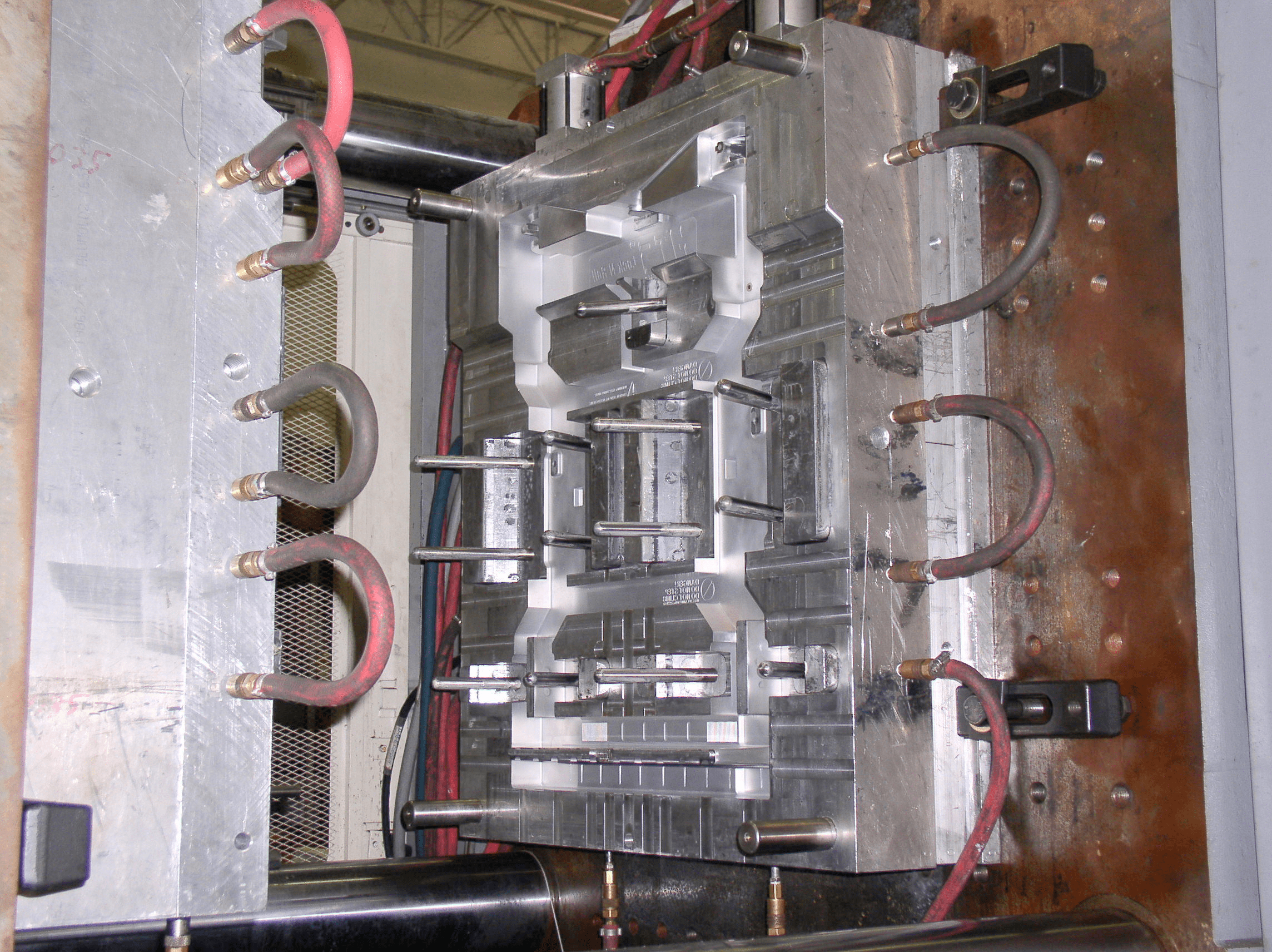
- Mold: Mold or Die is a common term used for tooling in plastic part manufacturing. It has two primary parts that are injection mold and ejector mold. Together these part forms a cavity in which the plastic flows. Cooling arrangements such as water pockets are made into the mold to solidify molten plastic into the cavity.
- Molding Cycle: The molding process is divided into four phases; fill, packing, cooling, and opening. In the filling phase, the mold cavity is filled with molten plastic with a constant flow rate. After filling the mold, extra material is filled in the mold with pressure to compensate for shrinkage. This phase is known as the packing phase. Once the packing is completed, pressure is removed and mold is held shut so the plastic can be cooled down and solidify. This phase is cooling phase. The opening phase of the mold includes opening of mold, ejection of part, preparing for next cycle and closing of mold.
- Cycle Time: Cycle time refers to the total time it requires to complete a molding process from filling to opening. Cycle time is one of the major factors that influence the cost per part. Optimizing the cycle time reduces the total cost of manufacturing.
Manufacturing Methods
Depending on the shape and size of the part plastic part can be manufactured using Six methods. Four of them requires a mold to manufacture them and use heat to soften or melt the plastic. Let review them one by one.
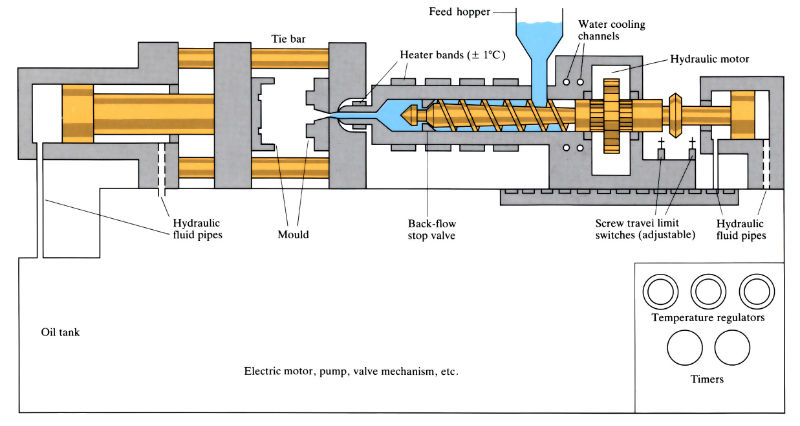
Injection Molding
This is the most common method used for making plastic parts. It is suitable for small parts produced in large quantities (10,000 and more). It works by injecting plastic into a mold cavity. Plastic pellets are melted in an injection machine and then injected into a mold through a gate.
Mold generally consists of 2 parts: Cavity & Core. For more complex geometries such as threads, snap fittings, that can become undercuts, additional arrangements are added. These arrangements can be sliders, removable inserts, collapsible cores, etc. The mold can be of a single cavity or multiple cavities. For small parts, multiple cavities in the mold are preferred. The material of mold is hardened steel or Aluminum and the machining is expensive. Additional arrangements increase the complexity of mold due to that the cost of mold also increases. Multiple cavities also increase the cost due to extra machining. That's why it is important to design the part so that mold is as simple as possible.
Blow Molding
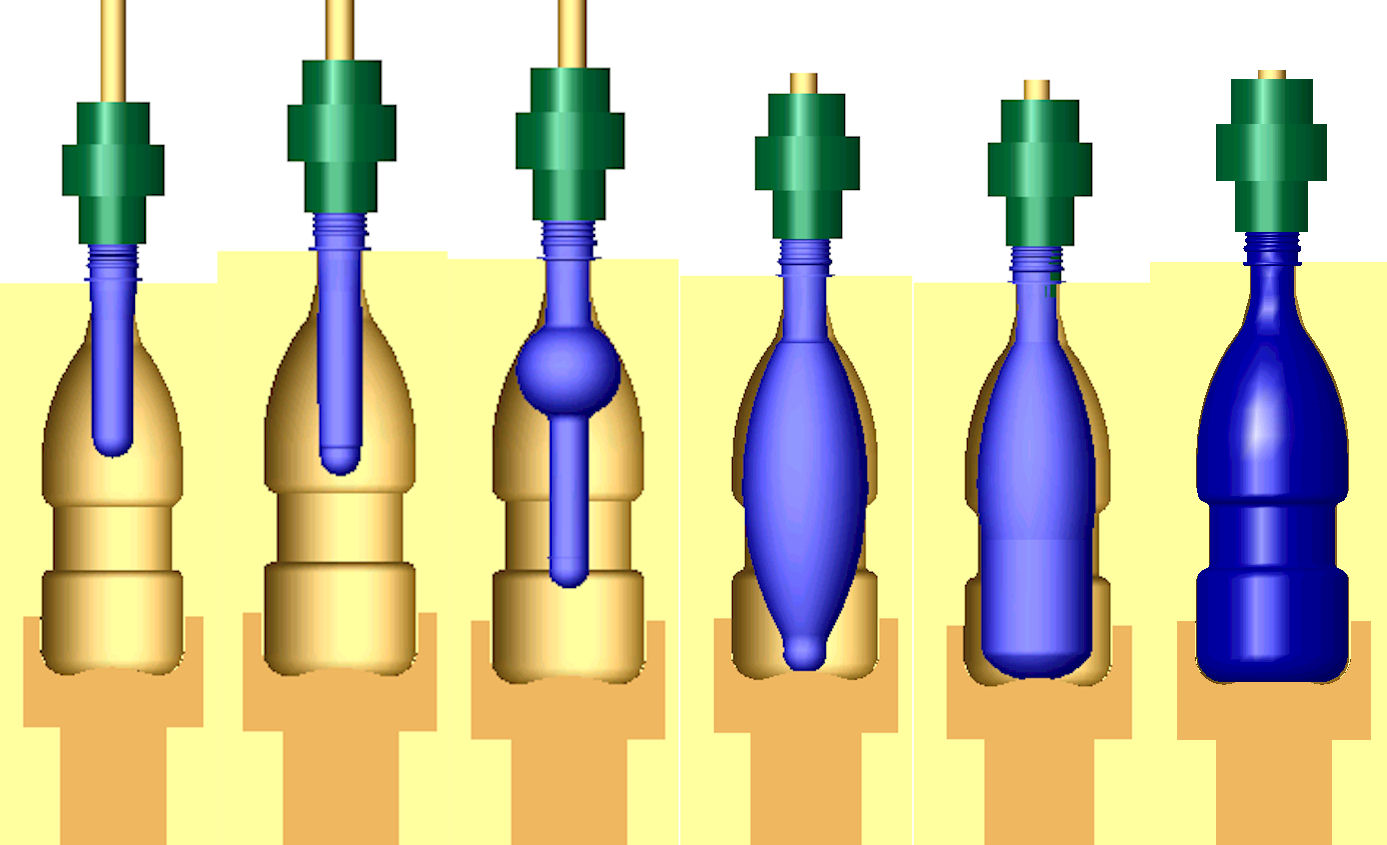
Blow molding is used for hollow parts. A hollow tube with one closed end called parison is extruded or injected in the mold cavity and then expanded with the help of pressurized air. Depending on how the parison is formed, blow molding is classified into 2 types.
- Extrusion Blow Molding: In this method, the parison is first extruded then the mold closes on the parison closing one of its ends. Then pressurized air is blown into the parison to inflate it up to the mold surface. Mold is generally at room temperature which helps in solidifying the plastic.
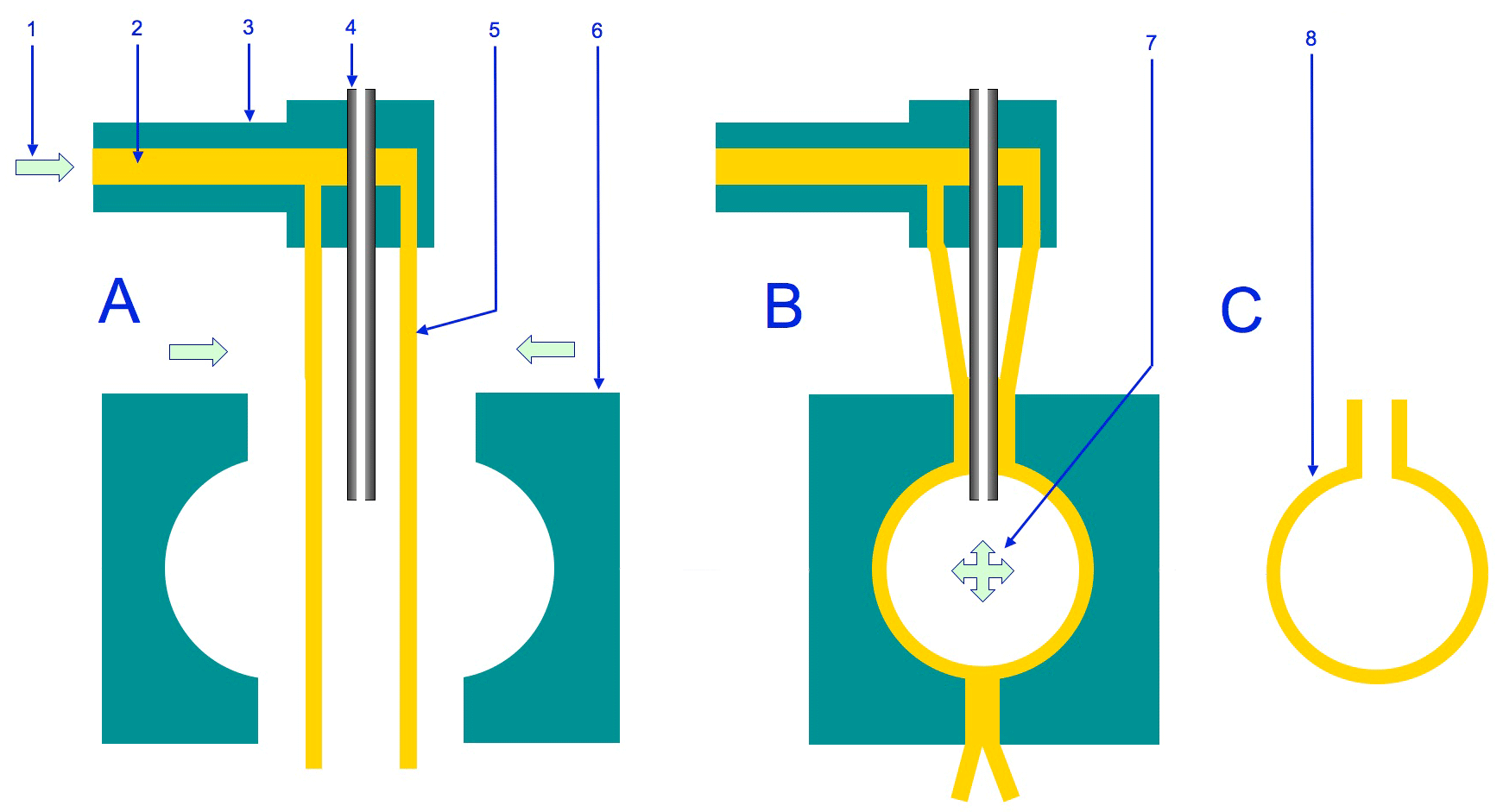
- Injection Blow Molding: In this process, the parison is injected into the core pin then the core pin rotates and goes inside the mold. After that, the parison is inflated by using pressurized air and it fills the mold cavity.
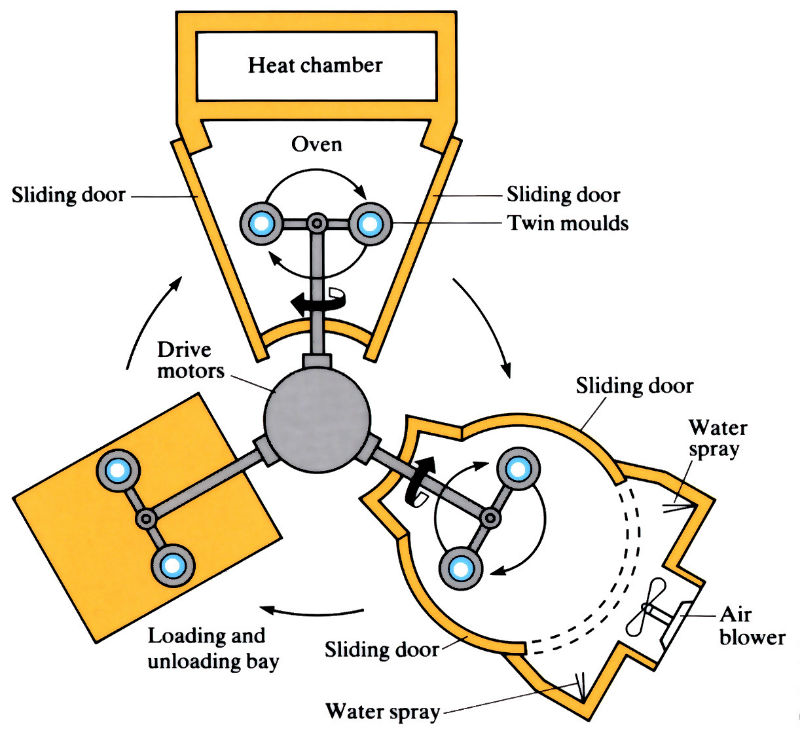
Rotational Molding
Rotational molding is another process that is used for manufacturing hollow parts. The process is simple but the set-up is complicated. The plastic is poured into the mold in powder form. Then the mold is closed and rotated at slow speed in the heating chamber. The plastic melts due to the heat and starts flowing. The mold generally rotates in bidirection to ensure uniform wall thickness. After that, the mold is cooled in the cooling chamber. Cooling can be achieved by air cooling or mist spray or a combination of both. Keep in mind that the mold keeps rotating until the time of ejection. Although any thickness can be achieved by rotational molding, higher wall thickness means more material and cycle time. The cost of mold for rotational molding is less compared to injection molding & blow molding due to its simplicity. This process is generally used for large tanks, or hollow parts having complicated shapes.
Thermoforming
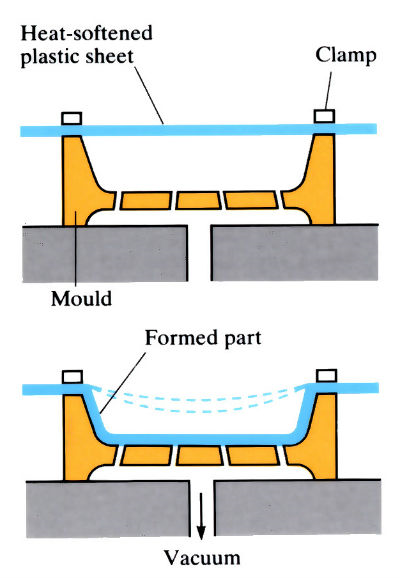
Thermoforming is similar to the hot forging of metal. A plastic sheet of desired thickness is heated to a pliable state on top of the mold then formed into the mold cavity. Depending on the technique of forming it is divided into 2 types.
- Vacuum Forming: As the name indicates, in this method vacuum is used to suck the plastic on to the mold surface.
- Pressure Forming: This process is similar to injection molding except the temperature and pressure required are much less. Heated sheet is kept on to the cavity and then air pressure is applied on to the sheet pressing it against core or cavity.
Thermoforming is suitable for parts that are simple and can be manufactured by a single core or cavity mold. Also, the part should have a uniform wall thickness. Thermoforming is generally used for packaging, cups, etc. The main advantage of thermoforming is the material of mold. Molds for thermoforming can be made of POP, Wooden, Aluminum, etc. which are easily available and less expensive.
Machining
Plastic parts can be produced easily with molding processes but if the quantity is very small and plastic is rigid it can be made into the required shape using machining. Machining of plastic process is similar to that of metal but the parameters such as cutting speed, feed rate, depth of cut, etc. vary depending on different plastic. Machining can also be used as post-processing after molding. Sometimes it is easier and economical to add features on to the molded part rather than incorporating it into the mold.

3D Printing
3D printing can make complex shapes direct from CAD or Scanned model without mold. Materials that can be 3D printed are limited, but for prototyping, it has become an effective technology. Parts are made layer by layer in 3D printing, so the time required mainly depends on the size of the part, layer height, speed of printing, infill shape and density. 3D Printing has seen good growth in recent times and is slowly catching up as alternate means for producing plastic parts. There are still some issues such as poor surface finish specially below supports, cycle time, part strength, post processing methods that are being improved to make this technology more mainstream. Below are few of the 3D printing technologies for plastic.
- Fused Deposition Modeling (FDM): FDM of Fused Filament Fabrication (FFF) is the most widely used 3D printing for custom parts on the consumer level because of its simplicity and low cost. It builds part by extruding filament through a heated nozzle on the heated build platform. The materials that can be used are thermoplastics such as ABS, PLA, TPU, Nylon, Polycarbonate, PET, PETG, ASA. FDM parts have visible layer lines and the accuracy is low compared to other technologies. Finishing of the FDM parts are can be improved with post-processing such as Acetone smoothing, sanding, painting, etc.
- Selective Laser Sintering (SLS): SLS uses finely ground plastic powder as raw material. Parts are made by fusing plastic particles with the help of a high-powered Laser. Surface finishing of SLS is much better than FDM but still can be considered rough. Due to the use of high-powered Laser, it is limited to industrial applications. It is generally used for making functional prototypes or for low volume production. Commonly used materials for SLS is Nylon, PS, PC, PAEK, and TPEs.
- Stereolithography (SLA): SLA is based on photopolymerization. A Laser is used to hardened the liquid resin into the solid form. It has the highest accuracy and smoothest surface finish of all the 3D printing technologies. It is best suited for making detailed prototypes having complex geometries such as medical use, jewelry, master models for molding. It requires a costly photopolymer resin and it may require more time compared to the other three technologies. Due to that it is also the most expensive process and used where tight tolerances and smooth surface is required.
- Multi Jet Fusion (MJF): MJF is a powder based industrial 3D printing process. It is used for prototyping Nylon parts. It uses inkjet array to spray fusing agent and detailing agent on layer of powder and then uses heat to bind them together. Detailing agent is sprayed on the outer contours to improve accuracy. The fusing agent helps in absorbing heat for fusion. It has more accuracy and surface finish compared to SLS. Main advantage of MJF is it's lot faster as compared to SLS.

One of the major advantages of 3D printing is that is can be used without any additional preparations such as mold manufacturing, or sheet manufacturing in case of thermoforming.
Improvians Take
The manufacturing method plays a very big role in the cost of the part being manufactured. Selecting the method for manufacturing affects the design of parts as well. Injection molding is an expensive process and can be used for mass production only. Blow molding and rotational molding are used for hollow parts only. If the quantity is low, other alternatives such as thermoforming machining, or 3D printing can be considered. Thermoforming can be used for simple parts only so the design should be as simple as possible for thermoforming. For more complex parts with many undercuts, one of the 3D printing technologies can be used depending on the application of part. Machining is suitable for making small modifications in molded parts and also it can be used as a complete manufacturing method for hard plastics such as Delrin, Nylon, PEEK, etc. At Improvians, we can help you will all your plastic design and manufacturing requirements.
- http://injectionmolding.blog.quickparts.com//
- https://en.wikipedia.org/wiki/Rotational_molding/
- https://en.wikipedia.org/wiki/Blow_molding
- https://www.milacron.com/mblog/2018/02/28/what-is-blow-molding/
- https://www.tranpak.com/tools/faq/what-is-thermoforming/
- https://en.wikipedia.org/wiki/Thermoforming
- https://www.custompartnet.com/wu/InjectionMolding
- https://formlabs.com/blog/fdm-vs-sla-vs-sls-how-to-choose-the-right-3d-printing-technology/
- https://commons.wikimedia.org/wiki/File:Blow_molding.png
- https://commons.wikimedia.org/wiki/File:Blow_molding_process.jpg
- https://www.custompartnet.com/wu/InjectionMolding
Our Blogs



